|

Введение
В мире механики и строительства существует множество способов скрепить элементы между собой. Помимо неразъемных соединений, таких как сварка или заклепки, широкое применение находят разъемные узлы. Самый распространенный из них подразумевает использование резьбовых соединений. Это надежное решение для создания разъемных узлов. Однако, когда начинается сборка или ремонт оборудования, часто возникает проблема: как правильно подобрать крепеж?
В современной промышленной сфере и быту применяют различные виды резьб. Каждая резьба имеет свои особенности и назначение. При необходимости заменить болт или гайку критически важно знать точные размеры и стандарты. Основная путаница у мастеров обычно возникает при попытке найти отличия между метрической и дюймовой системами.
В этой статье мы подробно разберем, какие бывают виды крепежных элементов. Мы выясним, чем одна резьба отличается от другой, как визуально определить ее тип, чтобы ваше соединение было долговечным и безопасным. Понимание того, какая резьба перед вами, убережет от сорванных витков и испорченных деталей. Правильно подобранная резьба — залог успешного ремонта. Давайте изучим базовые виды профилей и научимся безошибочно читать маркировку, чтобы любая резьба легко поддавалась идентификации, а каждое соединение собиралось без малейших проблем.
Важно понимать, что резьбовые соединения — это лишь одна, хотя и самая обширная, область крепежных изделий. Помимо классических болтов и гаек, существует целый мир других метизов: шуруп и саморез для работы с деревом и металлом, анкер (в том числе клиновой) и дюбель для крепления конструкций к стенам, а также хомут или другой винтовой зажим для фиксации труб и шлангов. Однако в основе самых ответственных и нагруженных соединений лежит именно резьба, и ее правильный выбор — залог безопасности.
Для решения более сложных производственных задач и заказа нестандартного крепежа по индивидуальным параметрам рекомендуем обратиться к профессионалам - https://metalloobrabotka.org/.
Главные отличия метрической резьбы от дюймовой
Чтобы правильно подобрать детали, нужно понимать основные отличия двух самых популярных систем. Разница кроется в геометрии витков и единицах измерения. Хотя визуально эти виды могут казаться похожими, их нельзя скручивать вместе — это неизбежно разрушит соединение.
Метрический стандарт
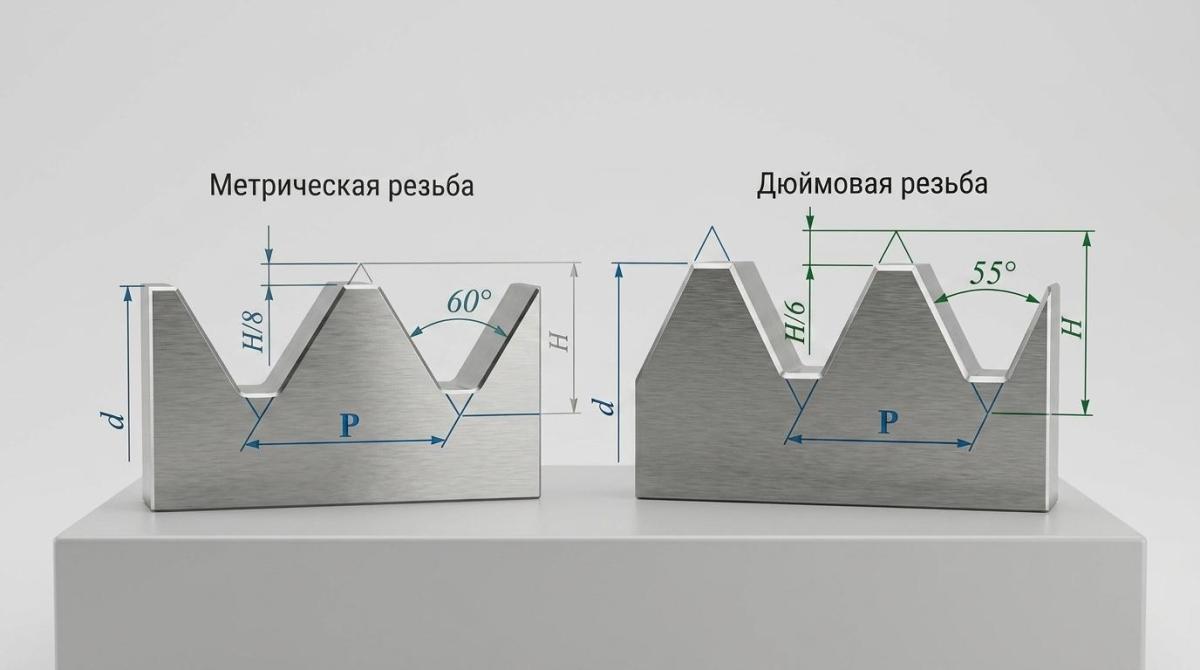
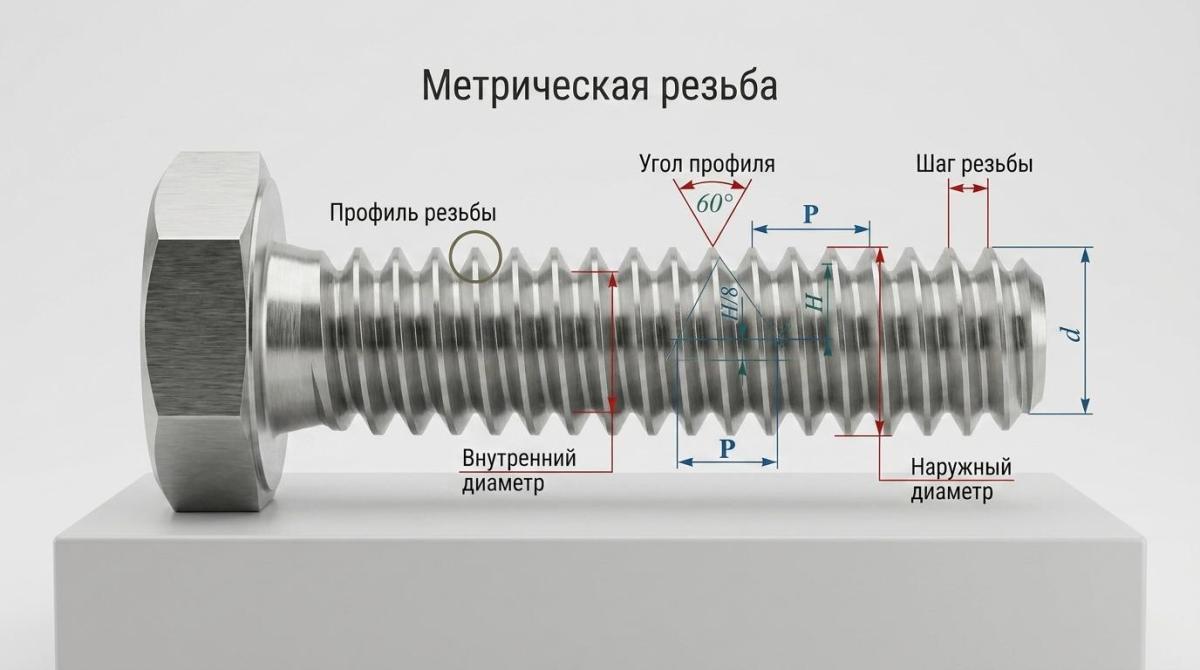
В большинстве стран мира приняты международные стандарты ISO и DIN, а также локальные, такие как российский ГОСТ, согласно которым наиболее распространена метрическая резьба. Все ее параметры измеряются в миллиметрах. Главная характеристика — это шаг, то есть физическое расстояние между соседними гребнями. Если рассмотреть профиль резьбы, он представляет собой форму равностороннего треугольника с углом 60 градусов при вершине. Любая резьба этого типа легко узнается по букве «М» в маркировке.
Дюймовый стандарт
Исторически дюймовая резьба пришла из стран с имперской системой мер. Здесь за базовую величину берется дюйм (25,4 мм). Геометрия профиля отличается — в ее основе лежит форма треугольника с углом 55 градусов (например, в британском стандарте Уитворта). Вместо шага в миллиметрах здесь рассчитывается количество витков, которое помещается на один дюйм длины стержня. Также при подборе важно знать наружный диаметр, который чаще всего обозначается в долях дюйма.
Давайте выделим ключевые признаки, по которым одна резьба отличается от другой:
- Единицы измерения: миллиметры против дюймов.
- Угол профиля: 60° против 55° (или 60° в американских версиях UNC/UNF).
- Обозначение шага: дистанция в миллиметрах против числа витков на один дюйм.
Зная эти характеристики, вы легко поймете, почему попытка вкрутить метрический винт в дюймовую гайку обречена на провал. Даже если наружным диаметром они визуально совпадают, несовпадение шага и угла быстро заклинит соединение. Поэтому всегда изучайте виды крепежа, добиваясь нужной точности, ведь правильно определенная резьба — это гарантия надежности всей конструкции.
Как правильно расшифровать маркировку крепежа
Умение читать техническое обозначение — важнейший навык. Без него любой чертеж или поход в магазин, чтобы купить болт, превратится в угадывание. На изделия всегда наносится специальная кодировка, скрывающая в себе все необходимые параметры. Разные виды крепежных элементов имеют свои строгие правила записи, соблюдение которых гарантирует, что соединение соберется корректно.
Чтение обозначений
В метрической системе базовая кодировка выглядит просто и логично, например: М10х1,25. Давайте разберем, что именно это значит:
- Буква «М» указывает, что перед нами стандартная метрическая резьба.
- Первое число (10) — это номинальный наружный диаметр в миллиметрах.
- Второе число (1,25) через знак умножения показывает шаг.
Если шаг не указан (например, написано просто М12), значит, резьба выполнена с крупным (основным) профилем. Дополнительно может быть указано направление. Если на маркировке присутствуют буквы «LH» (Left Hand), это означает наличие левой нарезки. Также иногда прописывается класс допуска (например, 6g), определяющий точность изготовления деталей, чтобы соединение не имело лишних люфтов.
Разбор дюймовых аббревиатур
С американскими и британскими стандартами дело обстоит немного сложнее. Классическая маркировка выглядит как 1/4"-20 UNC. Здесь первая дробь (1/4") — это диаметр в дюймах, а второе число (20) — количество витков на дюйм. Буквы UNC говорят о том, что это крупная резьба, а если стоит аббревиатура UNF — мелкая. Такие виды кодировок часто встречаются на импортном оборудовании и технике.
Отдельного внимания заслуживает трубная резьба, которая широко применяется для герметичной прокладки коммуникаций и труб. В этой категории выделяется цилиндрическая резьба (обозначается буквой G) и коническая (буквы R или NPT). Например, маркировка G 1/2" указывает на внутренний условный проход, а не на реальный физический размер витков. Помните: правильно расшифрованная маркировка — это залог того, что каждая деталь встанет на свое место, а часть винтовой линии не сорвется при финальном затягивании.
В чем разница углов профиля и шага у разных типов резьбы
Форма сечения витка и его шаг напрямую определяют, какую задачу сможет выполнять деталь. Разные виды профилей созданы для распределения различных типов нагрузок, поэтому геометрия выступов и впадин строго регламентирована. Вся эта обширная номенклатура поддается четкой классификации. Глобально все резьбовые поверхности делятся на крепежные (для фиксации соединяемых деталей) и ходовые (для передачи движения).
Крепежные профили: треугольное сечение
Для надежного соединения деталей чаще всего применяется профиль в виде треугольника. Разница углов здесь критична для прочности и герметичности:
- М стандарт. Угол при вершине равен 60°. Это обеспечивает оптимальный баланс между силой трения (чтобы крепеж не откручивался от вибраций) и высокой устойчивостью к срыву витков при затягивании.
- Д стандарт (например, британский BSW). Угол равен 55°, а вершины гребней и впадины слегка скруглены. Более острый профиль повышает герметичность, но снижает устойчивость к срезу при экстремальных нагрузках.
Ходовые и специальные профили
Когда требуется преобразовать вращательное движение в поступательное (например, в тисках, домкратах или станках), стандартный треугольник не подходит из-за избыточного трения и быстрого износа. В таких механизмах применяют другие формы:
- Трапецеидальная. В ее основе лежит форма равнобедренной трапеции. Она выдерживает колоссальные осевые нагрузки в обоих направлениях и обладает низким коэффициентом трения. Это универсальный вариант для многих ходовых винтов.
- Упорная. Имеет асимметричный профиль (неравнобокая трапеция). Рабочая сторона имеет наклон всего 3 градуса, а обратная — 30 градусов. Идеальна для механизмов с мощным односторонним усилием, таких как грузовой кран или мощный пресс.
- Прямоугольная. Обеспечивает самое низкое трение из всех ходовых систем, но очень сложна в изготовлении, поэтому применяется редко.
- Круглая. Профиль полностью лишен острых краев. Это делает соединение крайне устойчивым к ударным нагрузкам и работе в сильно загрязненной среде (классический пример — цоколь лампочки или пожарная арматура).
Отличия в шаге резьбы
Шаг — это расстояние между двумя соседними вершинами. У стержней одного и того же диаметра он может сильно отличаться, что влияет на свойства узла:
- Крупный (основной). Применяется в машиностроении по умолчанию. Он обладает высокой прочностью на срез, меньше подвержен износу при многократном закручивании и менее чувствителен к пыли или ржавчине.
- Мелкий. Используется там, где нужна высокая точность настройки (измерительные приборы) или повышенная устойчивость к самооткручиванию (авиация, автомобилестроение). Кроме того, мелкий нарезается на тонкостенных трубах, чтобы не прорезать металл насквозь.
Знание этих различий позволяет точно подобрать крепеж под конкретную задачу, гарантируя долговечность и безопасность собираемой конструкции.
Классификация и производство резьбы
Помимо деления по профилю и системе мер, существует и другая классификация. Резьбы бывают однозаходными и многозаходными. Стандартный крепеж имеет одну винтовую линию, но если требуется обеспечить быстрое перемещение детали за один оборот, применяют многозаходную резьбу. Также резьбы делятся по направлению (правая и левая) и точности изготовления.
Само производство резьбы — это точный технологический процесс. Нарезание на деталях малого диаметра часто выполняется методом накатки на специальных автоматах, что уплотняет структуру металла. Для крупных или нестандартных изделий используется токарная обработка, где профиль формируется специальными резцами. В качестве материала для ответственного крепежа используется легированная или нержавеющая сталь, которая может проходить дополнительную обработку (например, оцинковку) для защиты от коррозии.
Как определить тип резьбы с помощью штангенциркуля и резьбомера
На практике маркировка на крепеже часто отсутствует, стирается от времени или деталь изготавливается на заказ. В таких случаях для точной идентификации параметров соединения применяются два основных инструмента: штангенциркуль и резьбомер (шагомер). Этот процесс требует внимательности, но при соблюдении правильного алгоритма занимает всего пару минут.
1: Замер диаметра штангенциркулем
Первым делом необходимо выяснить фактический диаметр крепежного элемента. От этого значения мы будем отталкиваться при поиске стандарта.
- Если перед вами болт (наружная резьба): плотно обхватите губками штангенциркуля наружную часть витков по их вершинам. Убедитесь, что инструмент расположен строго перпендикулярно оси стержня.
- Если перед вами гайка (внутренняя резьба): используйте верхние (внутренние) губки штангенциркуля, чтобы измерить расстояние между впадинами профиля.
Важный нюанс: фактический замер наружной резьбы всегда будет немного меньше номинального значения из-за технологических допусков на свободный ход. Например, если штангенциркуль показывает 9,8–9,9 мм, номинальный диаметр резьбы — 10 мм (М10). Если значение составляет около 12,5–12,7 мм, это указывает на таких размер (ровно 1/2 дюйма).
2: Определение шага с помощью резьбомера
Резьбомер представляет собой набор стальных шаблонов (пластин), на концах которых вырезан профиль зубьев с определенным шагом. Набор обычно делится на две связки: м (с углом 60° и шагом в миллиметрах) и д (с углом 55° и указанием количества витков на один дюйм).
- Очистите деталь от грязи, ржавчины и остатков смазки, чтобы зубья ложились ровно.
- Возьмите м связку шаблонов и начните поочередно прикладывать их к виткам болта вдоль его оси.
- Смотрите на соединение «на просвет». Ваша задача — найти такой шаблон, зубья которого идеально, без малейших зазоров и люфтов, совпадут с профилем детали.
- Если ни один м шаблон не подошел, возьмите д связку и повторите процедуру.
Цифра, выбитая на идеально подошедшем шаблоне, и есть искомый шаг, например, «1.5» для м или «14» для д (ниток на дюйм).
3: Сопоставление данных
Получив два значения (номинальный диаметр и шаг), вам остается только соединить их.
- Если диаметр составил около 12 мм, а совпавший шаблон показал 1.75, значит перед вами стандартная резьба М12?1,75.
- Если диаметр равен примерно 6.35 мм (1/4 дюйма), а шаблон показал 20 витков на дюйм, перед вами американская дюймовая резьба 1/4"-20 UNC.
Дополнительные рекомендации
При снятии замеров всегда проверяйте участок резьбы, который меньше всего подвергался износу (обычно это витки ближе к головке болта). Если профиль сильно деформирован или слизан, измерения могут быть неточными. В спорных ситуациях, когда полученные данные немного не совпадают со стандартами, ориентируйтесь на ту систему, значения которой оказались ближе всего к эталонным справочным параметрам.
Способы измерения шага резьбы без специальных инструментов
Ситуации, когда нужно срочно подобрать гайку или болт, а под рукой нет ни штангенциркуля, ни резьбомера, встречаются довольно часто. В таких случаях на помощь приходят смекалка и простые канцелярские или бытовые принадлежности. Существует несколько практичных способов вычислить шаг с приемлемой для большинства задач точностью.
Метод 1: Использование обычной линейки (метод подсчета)
Пытаться измерить обычной линейкой или рулеткой расстояние между двумя соседними витками — плохая идея, погрешность будет слишком велика. Гораздо надежнее измерить длинный участок, а затем высчитать среднее значение.
- Для м крепежа: Приложите линейку строго параллельно оси стержня болта. Отсчитайте ровно 10 витков (если резьба кажется мелкой — отсчитайте 20) и измерьте длину этого участка в миллиметрах. Разделите полученное расстояние на количество витков. Пример: 10 вершин уложились ровно в 15 мм. Делим 15 на 10 — получаем 1,5 мм.
- Для д крепежа: Здесь логика обратная, так как нам нужно узнать количество ниток на дюйм (TPI). Отмерьте на линейке отрезок ровно в 25,4 мм (это 1 дюйм) и внимательно посчитайте, сколько вершин помещается в этот промежуток. Полученное число и будет нужным показателем.
Метод 2: Создание бумажного оттиска
Если визуальный подсчет затруднен из-за плохого освещения, или вам нужно измерить резьбу внутри отверстия, метод копирования профиля на бумагу сработает безотказно.
- Возьмите полоску чистой бумаги и плотно прижмите ее к виткам болта. Для измерения внутренней резьбы оберните бумагу вокруг карандаша или деревянной палочки и плотно прижмите к стенке отверстия.
- Заштрихуйте прижатую бумагу мягким простым карандашом или проведите по ней грязным пальцем. На листе проявится четкий полосатый след от вершин профиля.
- Снимите и разверните бумагу. Теперь у вас в руках плоская проекция, которую очень удобно измерять.
- Приложите линейку к полученному оттиску и примените формулу из первого метода (измерьте расстояние между 10 полосками и разделите на 10).
Метод 3: Сравнение с «эталонным» крепежом
Если у вас в мастерской есть запас старых болтов, параметры которых вам точно известны (или они написаны на упаковке), их можно использовать в качестве импровизированного резьбомера.
- Возьмите неизвестный болт и эталонный.
- Приложите их друг к другу параллельно так, чтобы их резьбовые части сомкнулись. Витки одного болта должны попасть во впадины другого (как шестеренки).
- Посмотрите на место соединения на просвет. Если детали легли друг в друга идеально плотно, без малейших зазоров по всей длине соприкосновения. Если витки начинают разъезжаться и "наползать" друг на друга даже на долю миллиметра — шаг разный.
Важное замечание: Эти народные методы отлично выручают в быту, но стоит помнить об их ограничениях. Они не гарантируют стопроцентной точности на сильно изношенном или заржавевшем крепеже. Также без привычки бывает сложно визуально отличить близкие метрические значения, например, шаг 1,25 мм от 1,5 мм. Для ответственных несущих конструкций всегда лучше перепроверять данные профессиональным инструментом.
Взаимозаменяемость: можно ли закрутить метрический болт в дюймовую гайку
Короткий и однозначный ответ — категорически нет. Несмотря на то, что некоторые размеры разного вида крепежа визуально кажутся почти одинаковыми, они имеют фундаментальные геометрические различия. Попытка объединить детали из разных систем измерения в один узел является грубым техническим нарушением, которое ведет к разрушению соединения.
Почему эти стандарты абсолютно несовместимы
Чтобы понять причину, достаточно вспомнить теорию строения резьбового профиля. Несовместимость кроется в двух базовых параметрах, которые никогда не совпадают одновременно:
- Разность углов профиля. М резьба всегда имеет угол при вершине ровно 60°. В то же время популярные стандарты по дюйму (например, британский BSW) имеют угол 55°. Даже если вы попытаетесь соединить детали с американской дюймовой резьбой (UNC/UNF), где угол тоже 60°, детали все равно не подойдут из-за второго фактора.
- Несовпадение шага. Измеряется в миллиметрах между соседними витками. Дюймовый считается количеством ниток, укладывающихся в один дюйм. Как бы вы ни старались, эти значения не кратны друг другу. Он всегда будет смещен на доли миллиметра, и витки просто не попадут во впадины.
Иллюзия совместимости: коварные пары
Самая большая опасность кроется в так называемых «ложных совпадениях». Существуют пары крепежа, диаметр которых отличается на десятые доли миллиметра. В таких случаях болт может закрутиться в гайку на один-два оборота от руки, создавая иллюзию того, что детали подошли. Вот самые частые примеры:
- Болт М8 и дюймовая гайка 5/16". Диаметр М8 равен 8 мм, а 5/16 дюйма — это 7,93 мм. Кажется, что это почти одно и то же. Однако стандартный шаг М8 — 1,25 мм, а у резьбы 5/16" UNC — 18 ниток на дюйм (что соответствует 1,41 мм).
- М6 и дюймовый 1/4". Разница в диаметре составляет всего 0,35 мм. Гайка 1/4" легко наденется на болт М6, но будет сильно люфтить, а при затяжке сорвется.
Последствия принудительной сборки
Если проигнорировать сопротивление металла и попытаться скрутить крепеж разного вида силой (с помощью гаечных ключей или шуруповерта), произойдут следующие вещи:
- Срезание витков. Более прочная деталь сработает как метчик или плашка, просто срезав резьбу на более мягкой детали. Крепеж потеряет несущую способность.
- Холодная сварка (закусывание). Из-за огромного трения несоответствующих профилей металл сильно нагреется и деформируется. Болт намертво заклинит в гайке на половине пути. Выкрутить его обратно будет уже невозможно — придется срезать болгаркой.
- Аварийное разрушение. Даже если вам удастся затянуть такое соединение, его прочность составит не более 10-15% от расчетной. При малейшей вибрации или нагрузке узел развалится, что в механизмах может привести к катастрофическим последствиям.
Главное правило
В машиностроении и ремонте не существует понятия «почти подошло». Крепежи данных видов не обладают никакой взаимозаменяемостью. Если у вас потерялась дюймовая гайка, необходимо искать именно дюймовый аналог с тем же TPI, либо полностью высверливать резьбу, нарезать новую резьбу и менять весь узел (и болт, и гайку) в сборе.
Как подобрать точный аналог при потере или поломке неизвестного крепежа
Потеря или поломка болта, винта или шпильки — классическая проблема при ремонте техники. Если маркировка отсутствует, попытка подобрать замену «на глаз» может закончиться сорванной резьбой или разрушением всего узла под нагрузкой. Чтобы найти 100% подходящий аналог, необходимо провести небольшое детективное расследование, опираясь на то, что у вас осталось.
Сценарий 1: У вас есть обломок или поврежденная деталь
Даже сломанный пополам или слизаный крепеж — это лучший источник данных. Ваша задача — снять с него максимум размеров:
- Определите базовые параметры. Измерьте наружный диаметр штангенциркулем по уцелевшим виткам и вычислите шаг (с помощью резьбомера, линейки или сравнения с эталоном).
- Измерьте общую длину. Сложите обломки вместе. Важное правило: длина крепежа с потайной головкой (которая утапливается в материал) измеряется полностью от края до края. Длина болтов с шестигранной или цилиндрической головкой измеряется только по стержню (из-под шляпки до конца резьбы).
- Определите тип головки и шлица. Обратите внимание, нужна ли вам полукруглая, шестигранная или потайная шляпка. Также важен тип привода (крест, Torx, внутренний шестигранник), особенно если доступ к детали при монтаже будет ограничен.
Сценарий 2: Деталь утеряна полностью
Если старого крепежа нет, информацию придется «считывать» с посадочного места (ответной детали или отверстия).
- Замер отверстия (для подбора болта). Измерьте внутренний диаметр резьбы в отверстии штангенциркулем. Помните, что внутренний диаметр всегда меньше номинального! Например, если отверстие имеет диаметр около 8,5 мм, вам нужен болт М10. Если около 10,2 мм — нужен болт М12.
- Определение шага внутри отверстия. Сделайте бумажный оттиск резьбы (прижав бумагу внутри отверстия карандашом) или используйте метод аккуратного подбора: вкручивайте болты с разным шагом от руки. Правильный болт пойдет легко и без сопротивления.
- Вычисление длины. Измерьте штангенциркулем толщину прикрепляемой детали и прибавьте к ней глубину резьбового отверстия. Совет: вычтите из полученной суммы 2–3 мм, чтобы болт не уперся в дно глухого отверстия при затяжке.
Чек-лист: скрытые параметры идеального аналога
Помимо геометрии, для безопасной замены необходимо учесть еще три критически важных фактора:
- Класс прочности. Это самый важный параметр для узлов, несущих нагрузку (подвеска авто, станки, несущие конструкции). На головке м болта обычно выбиты цифры (например, 5.8, 8.8, 10.9, 12.9). Категорически запрещено менять высокопрочный крепеж (8.8 и выше) на дешевые аналоги из строительного магазина (обычно 4.8 или 5.8) — их просто срежет.
- Направление резьбы. В 95% случаев резьба правая (закручивается по часовой стрелке). Но на вращающихся валах (педали велосипеда, валы триммеров, шкивы) часто применяется левая резьба для защиты от самораскручивания.
- Материал и покрытие. Если оригинальная деталь работала во влажной среде или агрессивных условиях, аналог должен быть оцинкованным, а лучше — из нержавеющей стали (А2 или А4) или латуни.
- Комплектность узла. Часто болт работает в паре с гайкой и шайбой (или даже несколькими, например, плоской и пружинной). При замене важно восстановить исходную комплектацию, так как шайба не только увеличивает площадь опоры, но и предотвращает самооткручивание. Иногда в конструкции могут присутствовать и другие элементы, например, стопорное кольцо.
Практический совет
Если у вас есть возможность, возьмите обломок или саму деталь с резьбовым отверстием и отправляйтесь в специализированный магазин крепежа. Там часто установлены калибровочные стенды — металлические пластины со множеством подписанных эталонных болтов и гаек. Накручивая на них свою деталь, вы за секунды определите точный стандарт без измерительных приборов.
Заключение
Идентификация и подбор резьбового крепежа — это процесс, который не терпит подхода «на глаз». Как мы выяснили, даже не имея под рукой штангенциркуля и профессионального резьбомера, можно довольно точно вычислить параметры болта или гайки, используя смекалку, бумагу, линейку и базовую математику.
Подводя итог, стоит выделить несколько главных правил безопасной работы с крепежом:
- Никаких компромиссов между стандартами. Попытка скрутить вместе детали разных типов из-за их визуального сходства гарантированно приведет к срыву витков, заклиниванию или аварийному разрушению узла.
- Внимание к невидимым параметрам. При поиске идеального аналога взамен сломанного недостаточно подобрать только диаметр и шаг. Класс прочности, материал и направление резьбы играют критическую роль в надежности всей конструкции.
- Правило легкого хода. Идеально подобранная пара (болт-гайка) всегда закручивается от руки на всю длину резьбы без малейшего сопротивления. Если для старта нужен ключ — вы ошиблись с шагом или стандартом.
Грамотный подход к определению характеристик крепежа убережет вас от испорченных деталей, лишних финансовых трат и опасных поломок. Тем не менее, если ремонт техники входит в ваши регулярные задачи, приобретение простого набора из штангенциркуля и связки резьбомеров станет отличной инвестицией, которая сэкономит массу времени и нервов.
|





